Do you know the impact of CNC machining accuracy? 2024-04-29
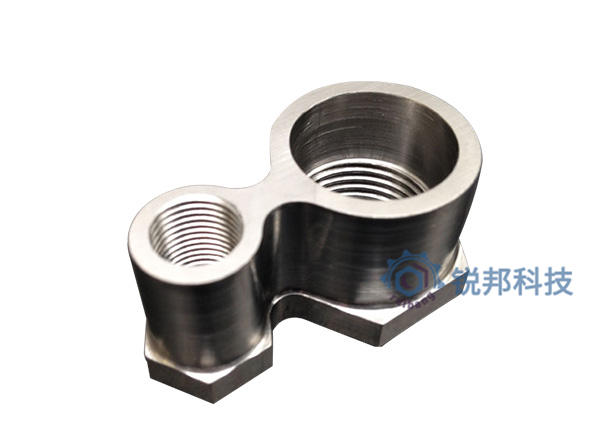
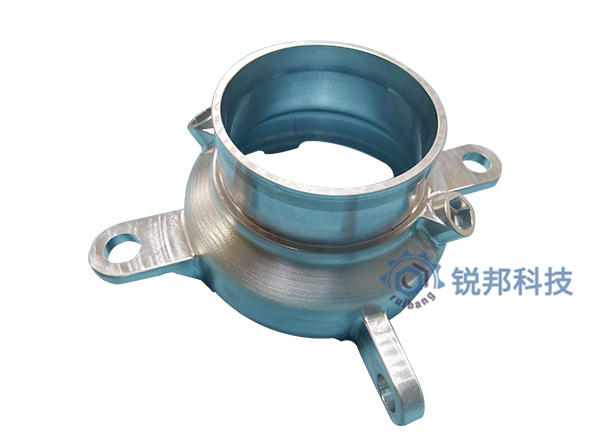
The influence of CNC machining position error on CNC machining accuracy Positioning error refers to the change or deviation of the mutual position between the actual surface, axis or symmetry surface of the workpiece to be processed and its ideal position, such as perpendicularity, displacement, symmetry, etc. In CNC machining, position error usually refers to dead area error. The processing errors caused by transmission clearance and elastic deformation during the processing of CNC parts, as well as the friction that the foreman needs to overcome during processing, are the main reasons for position errors. The open-loop system has a great impact on position accuracy, while the position accuracy of the closed-loop follow-up system mainly depends on displacement detection. Which CNC machining center is better? Processing accuracy error caused by CNC machining geometric error. When processing CNC machine tools, due to external factors such as external forces and heat generated during processing, the geometric accuracy of the machine tools is affected, and the parts generated during processing are geometrically deformed, resulting in geometric errors. From a theoretical analysis, CN
Read More