Hello, welcome to browse the website of Dongguan Ruibang Model Manufacturing Technology Co., Ltd.!
National service hotline
+86 136 2267 3276

Views: 0 Author: Ruibang Technology Publish Time: 2024-09-24 Origin: 锐邦科技











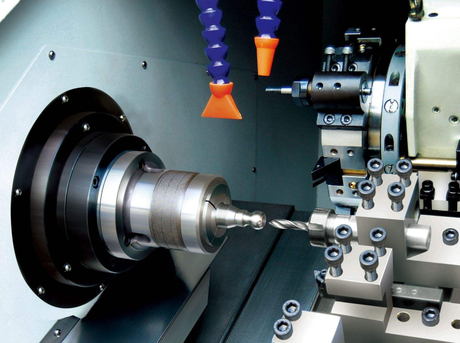
Precision parts processing is still widely involved in the industry. Why is there such a statement? In fact, we can see it in life, and the effect is very obvious and it will be more applied to some mechanical equipment. The requirements for precision parts processing are also very high. Why is this? Due to customers' requirements for product quality and the advantages of this precision parts processing themselves are great, it is necessary to do better and make customers trust more. This is what precision parts processing needs to be done.
For the milling of flat parts that are summarized externally, the side edge cutting of an end mill is generally used. In order to reduce the marks of the tool connection and ensure the appearance quality of the parts, the cutting and cutting process requirements of the tool are very strict.

When milling summarizes the appearance of precision parts, the cutting point of the milling cutter should be cut and cut along the extension line of the general curve of the part, and should not be cut directly along the normal direction to avoid scratches on the appearance. , ensure the parts are generally lubricated.
When machining the inner general surface of the milling cutter, if the inner general curve promises the epitaxy, it should be cut in the tangent direction. If the inner general curve does not agree to the extension, the tool can only cut along the inner general curve normal, and select its cutting and cutting points at the intersection of the two elements in the workpiece. In the case where internal numbers are tangential and have no intersection points, in order to avoid the revocation of the blade, there are grooves on the cutting corner of the blade, and the cutting point should be away from the cutting corner of the blade.
The tool path for milling the outer circle using arc interpolation method is explained. At the end of rounding processing, the tangent points should not exceed 2. The tool should be allowed to travel a longer distance along the tangent direction to avoid the tool repair being cancelled and the CNC lathe tool contacts the surface of the workpiece, which constitutes the workpiece failure. When milling inner arcs, the best structure should be followed by the transition from tangential tangential tangential and from arc to arc, so as to improve the machining accuracy and processing quality of the inner hole surface.
Precision parts machining and milling technology will end here today. If you want to know more about finishing information, please log in to Ruibang Technology’s website to view the detailed information on precision parts machining and milling.