Hello, welcome to browse the website of Dongguan Ruibang Model Manufacturing Technology Co., Ltd.!
National service hotline
+86 136 2267 3276

Views: 0 Author: Ruibang Technology Publish Time: 2020-12-15 Origin: 锐邦科技











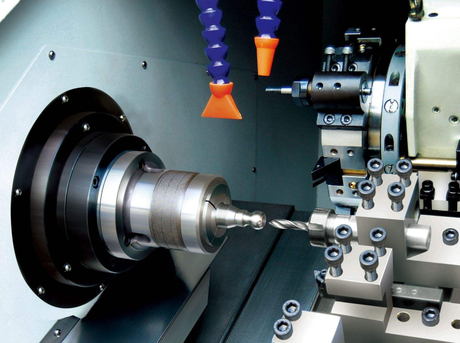
The machining accuracy depends on the size of the machining error. For enterprises that process mechanical parts , the first thing to do is to control processing errors to ensure product quality. What are the most common processing errors in practice? Next, we will discuss this issue in detail.
Errors in machining of mechanical parts
It mainly includes spindle rotation error, guide rail error, transmission chain error, etc. The gyro error refers to the amount of change between the actual gyro axis and its average gyro axis at each moment on the gyro axis, which directly affects the machining accuracy of the workpiece being processed. The main reasons for the error of the rotation shaft are: the coaxiality error of the rotation shaft, the error of the bearing itself, the coaxiality error between the bearings, the rotation shaft winding, etc. For machine tools, guide rails are the reference for determining the relative positional relationship and machine movement of each component of the machine tool. Processing errors, uneven wear of the guide rails, and installation quality are important factors that affect the accuracy of the guide rails. The drive chain error refers to the relative movement of each drive element at both ends of the drive chain. The reason is the manufacturing, assembly errors and wear during use of each component of the drive chain.
About the geometric error of the tool
During the cutting process of any tool, wear will inevitably occur, causing changes in the size and shape of the workpiece. The impact of cutting geometric error on mechanical machining error varies with the tool type: when cutting with fixed-sized tools, the cutting error will directly affect the machining accuracy of the workpiece, while for ordinary tools (such as turning tools, etc.), the cutting error is not It will directly affect the processing accuracy.

Errors in tooling geometry
The clamping function is to make the workpiece have the correct position equivalent to the tool and the machine tool, so the geometric error of clamping has a great impact on machining errors, especially position errors.
Errors about location
These include reference non-coin error, processing error of positioning pairs, etc. When machining workpieces on machine tools, geometric elements on certain workpieces must be selected as processing positioning references. If the selected positioning reference and design reference (in the part drawing, the processing of mechanical parts is based on the reference to determine the surface size and position) If inconsistent, a reference inconsistency error will occur. When the machining accuracy difference and the machining gap between the positioning pair cause the maximum position change of the workpiece, that is, the error caused by the machining accuracy of the positioning pair is formed, and the positioning pair positioning error is formed. The machining accuracy error of the positioning pair is processed using the adjustment method, which only occurs during trial cutting.
Error caused by stress deformation of process system
1. Part rigidity:
When the stiffness of machine tools, tools and fixtures is low, due to the insufficient stiffness of the workpiece, the deformation caused by the cutting force has a great impact on the machining error.
2. Tool hardness:
The cutting surface (y) has a large stiffness in the outer circular turning tool, and its deformation can be negligible. The drilling diameter is small, the tool rod is stiffer, and the tool rod is subject to stress deformation has a great impact on the machining accuracy of the hole.
3. Machine hardness:
The machine is composed of a variety of parts. There is no simple method to calculate the stiffness in precision The influence of bonding surface contact deformation, friction, low-stiff parts, gaps, etc. on the stiffness of the part.mechanical parts processing . At present, the test method is mainly used to determine the stiffness of the machine.