Hello, welcome to browse the website of Dongguan Ruibang Model Manufacturing Technology Co., Ltd.!
National service hotline
+86 136 2267 3276

Views: 0 Author: Ruibang Technology Publish Time: 2020-12-08 Origin: 锐邦科技











Step 1: Prepare for booting
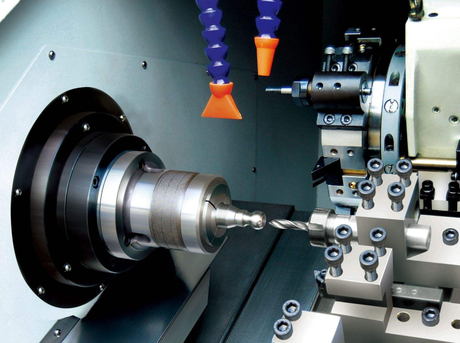
In the CNC machining center , after each start-up or reset by the machine tool, the machine tool first returns to the machine tool reference zero position (that is, return to zero), so that the machine tool has a reference position for its subsequent operations.
Step 2: Clamping the workpiece
Before clamping the workpiece, clean the surfaces first, and do not stick to oil, iron filings and dust. Use a file (or oil stone) to remove burrs on the surface of the workpiece.
The high-speed rail used for clamping must be smoothed by a grinder to make it smooth and flat. The iron and nuts must be solid and can reliably clamp the workpiece. For some small workpieces that are difficult to clamp, they can be clamped directly on the tiger; the machine tool workbench should be clean and free of iron filings, dust, or oil stains; the cushions should be placed generally. At the four corners of the workpiece, a workpiece with an excessively large span must be placed in the middle.
According to the size of the drawing, use a ruler to check whether the length, width and height of the workpiece are qualified.
When clamping workpieces, according to the clamping and placement method of the programming work instructions, we should consider avoiding the processing parts and the situation where the cutting head may encounter the fixture during processing.
After the workpiece is placed on the cushion, the reference surface of the workpiece must be pulled according to the requirements of the drawings. For workpieces that have been ground on all six sides, check whether their perpendicularity is qualified.
After the workpiece is pulled out, be sure to tighten the nut to prevent the clamping from being unsolid and causing the workpiece to shift during processing; pull the watch again and make sure that the error does not exceed the difference after clamping.

Step 3: Number of workpieces
The clamped workpiece can be fixedly processed using the number of touch points. The number of touch points can be used as the number of grippers. The number of grippers can be used as the number of grippers. There are two methods: the inter-touch number and the inter-touch number. The inter-touch number steps are as follows:
Optoelectronic stationary, mechanical speed is 450~600rpm. Manually move the X-axis of the workbench to touch one side of the workpiece. When the head of the workpiece just touches the workpiece, the red light is on, set the relative coordinate value of this point to zero; then manually move the workpiece. The X-axis of the table makes the touch of the other side of the workpiece touch, and when the touch of the touch of the workpiece, record the relative coordinates at this time.
Based on its relative value, minus the diameter of the touch head (i.e. the length of the workpiece), check whether the length of the workpiece meets the requirements of the drawing.
Divide this relative coordinate number by 2, and the obtained value is the intermediate value of the workpiece X-axis, then move the workbench to the intermediate value on the X-axis, and set the relative coordinate value of the X-axis of this point to zero, which is the workpiece Zero on the X-axis.
Carefully record the mechanical coordinate values of the zero position on the X axis of the workpiece in one of G54~G59, and let the machine tool determine the zero position on the X axis of the workpiece. Once again, carefully check the correctness of the data. The steps for setting the workpiece's Y-axis zero position are the same as those for the X-axis operation.
Step 4: Prepare all the tools
According to the tool data in the programming work instructions, replace the tool to be processed, and let the tool touch the height measuring device placed on the reference surface. When the red light of the measuring device is on, the relative coordinate value of this point is set to zero.
Move the tool to a safe place, manually move the tool down by 50mm, and set the relative coordinate value of this point to zero, which is the zero position of the Z axis.
Record the Z value of the mechanical coordinates of this point in one of G54~G59. This completes the zero position setting of the workpiece X, Y, and Z axes. Once again, carefully check the correctness of the data.
The single-side touch number is also used as above to touch one side of the workpiece X and Y axis. The relative coordinate values of the X and Y axis of this point are offset by the radius of the number head, which is the zero position of the X and Y axis, and finally, the point is The mechanical coordinates of the X and Y axes are marked in one of G54~G59. Once again, carefully check the correctness of the data.
Check the correctness of the zero point, move the X and Y axes to the side suspension of the workpiece, and visually test the correctness of the zero point according to the size of the workpiece.
Copy the program file to the computer according to the file path of the programming work instruction manual.
Step 5: Setting of processing parameters
Setting of spindle speed during machining:
N=1000×V/(3.14×D)
N: Spindle speed (rpm/min)
V: Cutting speed (m/min)
D: Tool diameter (mm)
Feed speed setting for processing: F=N×M×Fn
F: Feed speed (mm/min)
M: Number of tool blades
Fn: Cutting amount of tool (mm/rpm)
Cutting amount per edge setting: Fn=Z×Fz
Z: The number of blades of the tool
Fz: Cutting amount per edge of tool (mm/rpm)
Step 6: Start the machining
When executing each program, you must carefully check whether the tool used is programmed as specified in the instruction manual. When starting processing, the feed speed should be adjusted to the minimum. Perform a single section. You must concentrate when positioning quickly, dropping the knife, and injecting the knife. Your hand should be placed on the stop button and stop immediately if there is any problem. Pay attention to the direction of the tool movement to ensure safe entry. Then slowly increase the feed speed to the appropriate level, and add coolant or cold air to the tool and workpiece.
Do not be too far away from the control panel when starting rough processing. If there are abnormal phenomena, shut down and check in time.
After thickening, pull the watch again to make sure the workpiece is not loose. If so, the number of touches must be recalibrated.
Continuously optimize processing parameters during the processing process to achieve the best processing effect.
Since this process is a key process, after the workpiece is processed, it should measure whether its main dimensions are consistent with the drawing requirements. If there is any problem, it should be notified immediately to the team leader or programmer to check and solve it. It can be removed after passing the self-inspection. It must be sent to the inspector for special inspection.
Processing type:
Hole processing: Before drilling in the machining center, be sure to use a central drill to position the hole, then drill a drill bit 0.5~2mm smaller than the size of the drawing, and finally use a suitable drill bit to finish the hole.
Reaming processing: When reaming the workpiece, you must first use a central drill to position it, then use a drill bit 0.5~0.3mm smaller than the drawing size, and finally use a reamer to ream the hole. Pay attention to controlling the spindle speed during reaming processing. Within 70~180rpm/min.
Boring processing: When boring the workpiece, you must first use a central drill to position it, then drill a drill bit 1~2mm smaller than the drawing size, and then use a rough boring tool (or milling tool) to make it to only 0.3mm of one side left. The left and right processing allowance is used, and finally the pre-sized fine boring tool is used for fine boring. The last fine boring limit cannot be less than 0.1mm.
Direct CNC (CNC) operation: Before CNC processing, you must first clamp the workpiece, set the zero position, and set the parameters. Open the processing program to pass the number in the computer for checking, then let the computer enter the DNC state, and enter the file name of the correct processing program. Press the TAPE key and program start key on the machining machine tool in the CNC machining center . At this time, the flashing LSK words appear on the machine controller. Press Enter on the computer to perform CNC transmission processing.