Hello, welcome to browse the website of Dongguan Ruibang Model Manufacturing Technology Co., Ltd.!
National service hotline
+86 136 2267 3276

Views: 0 Author: Site Editor Publish Time: 2023-05-17 Origin: Site











1. Material removal manufacturing process (⑽m <0)
The material removal manufacturing process is to cut off excess material from the workpiece in a certain way to obtain parts of the required shape and size. Such processes require sufficient excess material on the surface of the workpiece. During the material removal process, the workpiece gradually approaches the shape and size of the ideal part. The larger the difference between the shape and size of the raw materials or blanks and zero h, the more materials are removed, the greater the material loss, and the more energy consumed during the processing process. Sometimes the lost material volume even exceeds the volume of the part itself.
Although the material utilization rate of the material removal process is low, it is still the main means to improve the quality of parts and has strong processing adaptability. It is the most widely used processing method in machine manufacturing. Combining the material removal process and the material forming process can greatly reduce the consumption of raw materials. With the development of cutting processing technology (precision casting, fine forging, etc.), the utilization rate of materials can be further improved. When the production quantity is small, it is economical and reasonable to simply use the material removal process in order to reduce investment in the material forming process.
The material removal process has many processing forms, including traditional cutting and special processing.
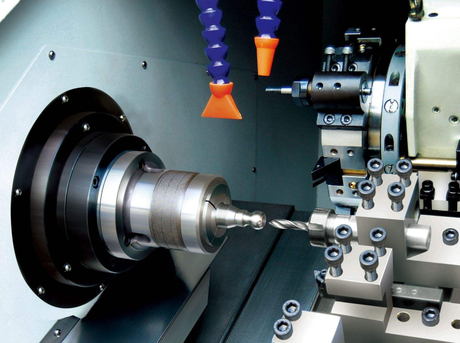
Cutting is a process method in which metal cutting tools are used to cut excess metal from the workpiece (blank) on the machine tool, so that the shape, size and surface quality of the workpiece meet the design requirements. During the cutting process, the tool and workpiece are installed on the machine tool, and the machine tool drives to achieve certain regular relative movement. During the relative movement of the tool and the workpiece, the excess metal is cut off, forming the processed surface of the workpiece. Common metal cutting and processing methods include turning, milling, planing, broaching, grinding, etc. During the metal cutting process, there are forces, heat, deformation, vibration, wear and other phenomena. There are certain processing methods, processing machine tools, tools, fixtures and cutting parameters for the processing process and processing quality. Improving the processing quality and improving processing efficiency will be the focus of this book.
Special processing refers to the processing method of using electrical energy, light energy, etc. to remove material from workpieces. There are electric spark processing, electrolytic processing, laser processing, etc. Electric spark processing uses pulse discharge phenomenon generated between tool electrode and Xu electrode to erode the workpiece material to achieve processing purpose. During processing, there is a certain discharge gap between the workpiece electrode and the tool electrode without direct contact and no force during processing. Any conductive material with mechanical properties can be processed. In terms of technology, its main advantage is that it can process the inner contour surface of complex shapes, converting its processing difficulty into the processing of the outer contour (Kung Keke), so it has a special role in mold manufacturing. Due to the low metal removal rate of electric spark processing, it is generally not used for product shape processing. Laser processing and ion beam processing are mostly used for fine processing.
With the advancement of science and technology, in the fields of aerospace and computers, some parts with particularly high processing accuracy and surface roughness requirements require precision processing and super-finishing. The dimensional accuracy achieved by precision and ultra-precision processing can reach submicron or even nanometer levels. These processing methods include ultra-precision turning, ultra-precision grinding, etc.
2. Material forming manufacturing process (⑽m = 0)
Material forming manufacturing processes mostly use models to make raw materials form parts or blanks. During the process of forming a material, the shape, size, structure, and even the bonding state of the raw material will change. Since the forming accuracy is generally not high, material forming manufacturing processes are often used to make blanks. It can also be used to make parts with complex shapes but not very accurate. The production efficiency of the material forming process is relatively high. Commonly used forming processes include casting, forging, powder metallurgy, etc.
(I) Casting
Casting is a process of pouring liquid metal into a cast cavity that is suitable for the shape and size of the part, and obtaining blanks or parts after cooling and solidification. The basic process is modeling, smelting, pouring, cleaning, etc. Due to the filling capacity, shrinkage and other factors during alloy casting, the casting may have uneven structure, shrinkage, thermal stress, and deformation, which will make the casting accurate, surface quality and mechanical properties not high. Despite this, due to its strong adaptability and low production costs, casting processing is still widely used. Blanks with complex shapes, especially complex cavity parts are often cast.
Currently, the commonly used casting methods in production include ordinary sand casting, investment casting, metal casting, pressure casting, small-threatening casting, centrifugal casting, etc. Among them, ordinary sand casting is the most widely used.
(II) Forging pressure
Forging and sheet stamping are collectively called forging. Forging is to use forging equipment to apply external force to the heated metal to plastically deform, forming a blank of parts with certain shape, size and tissue properties. The forged blank has dense and even internal tissue. The metal streamline distribution is reasonable, which improves the strength of the parts. Therefore, forging is often used to manufacture blanks of parts with high comprehensive mechanical properties.
Forging can be divided into free forging, model forging and tire mold forging.
Free forging is to place metal up and down between iron to undergo plastic deformation of metal, and use the free flow of free vortex rate and low accuracy. It is generally used to produce forgings with smaller batches and simple shapes.
Model forging is to place metal in the die bore of the forging die, and the plastic flow of metal is limited by the die bore, with high forming efficiency and high accuracy, and the metal streamline distribution is more reasonable. However, due to the high cost of mold manufacturing, it is usually used for mass production. The forging force required for forging with the free-root caries model is large and cannot be used for forging large forgings.
Tire mold forging is the use of tire molds to forge metal on free forging equipment. The tire mold is simple to manufacture, low cost and easy to form, but the forming accuracy is not high, and is often used to produce small forgings with low precision requirements.
The sheet stamping machine uses a punching die to stamp the sheet into various shapes and sizes. Stamping processing has extremely high productivity and high processing accuracy, and its processing forms include punching, bending, drawing, forming, etc. Breaking is to stamp the sheet into various flat parts. The bend, depth drawing and other forming processes stamp the sheet into various three-dimensional parts. The stamping of sheets is in electrical products, light industrial products, and automobile manufacturing.
(III) Powder Metallurgy
Powder metallurgy is a process method that uses metal powder or a mixture of metal and non-metal powder as raw materials, and is produced by mold pressing, sintering and other processes. It can produce both special metal materials and metal parts with less cutting processing. The utilization rate of powder smelting wheel breaking can reach 95%, which can greatly reduce the investment in cutting and processing and reduce production costs, so it has gained increasing widespread application in mechanical manufacturing. Due to the high price of raw materials for powder metallurgy, the powder flowability during forming, the shape and size of the parts are limited. There are a certain amount of tiny pores inside the powder metallurgical parts, which have a strength of about 20% to 30% lower than that of castings or forgings, and their plasticity and toughness are also poor.
The process flow of powder metallurgy production includes powder preparation, compounding, pressing and forming, sintering, plastic shaping, etc. The preparation and compounding process of powder are usually completed by the manufacturer providing the powder.
3. Material accumulation manufacturing process (⑽m >0)
The material accumulation manufacturing process is to gradually accumulate and grow parts in a micro-generated manner. During the manufacturing process, the three-dimensional solid model data of the part is processed by a computer to control the accumulation process of materials to form the desired parts. The advantage of this type of process is that it can form parts of any complex shape without the production preparation activities such as tools and fixtures.
The produced prototypes are available for design evaluation, bidding or sample display. Therefore, this process is also called rapid forming technology. Rapid forming technology is used in the manufacturing of product samples, mold manufacturing and the manufacturing of small quantities of parts, and has become an effective technology to accelerate the development of new products and realize parallel engineering, so that the company's products can quickly respond to the market and improve the company's competitiveness.
The rapid forming technology is developing very rapidly. Now several methods have entered the application stage, mainly include photocuring method (SL: Stereolithog-raphy), stacking manufacturing method (LO M: LaminatedObject Manufacturing), and laser selection sintering method (SLS: Selec -tive Laser Sintering), melting and stacking modeling method (FD M: Fused
Deposition Modeling, where photocuring is the earliest rapid forming technology to be put into commercial applications (figure below).
As shown in the figure, the photocuring method uses photosensitive resin as raw material to scan the liquid resin point by point by point according to the layered cross-section of the predetermined parts, so that the thin layer of the resin in the scanned area can produce a photopolymerization reaction, thereby forming a part one Thin layer cross section. When one layer is cured, the pallet drops a thin layer height. A new layer of liquid resin is applied to the surface of the originally cured resin for the next scan and cure. The newly cured layer firmly bonds to the previous layer, repeating so until the entire part prototype is completed.