Hello, welcome to browse the website of Dongguan Ruibang Model Manufacturing Technology Co., Ltd.!
National service hotline
+86 136 2267 3276

Views: 1 Author: Site Editor Publish Time: 2024-11-26 Origin: Site











In the vast field of modern manufacturing, precision processing plays an important role. From high-quality and sophisticated components in aerospace to various appliances for daily household use, the precise manufacturing of each part is related to the quality, performance and service life of the product. In this complex precision processing system, although 'rounded corners and chamfers' seem small, they are like the finishing touch, with a unique position and far-reaching influence that cannot be ignored.
Round corners refer to the formation of an arc transition with a certain radius at the edges of a part through a specific process. It is like covering the sharp edges of the parts with a soft 'coat'. For example, setting a rounded corner at the shoulder of a mechanical shaft can effectively reduce stress concentration. When the shaft is running at high speed or withstands large loads, if there is no rounded corner transition, the stress will accumulate sharply at the edges, which is very likely to cause the shaft to break and damage. The rounded corners can evenly distribute the stress, greatly improving the strength and reliability of the shaft.
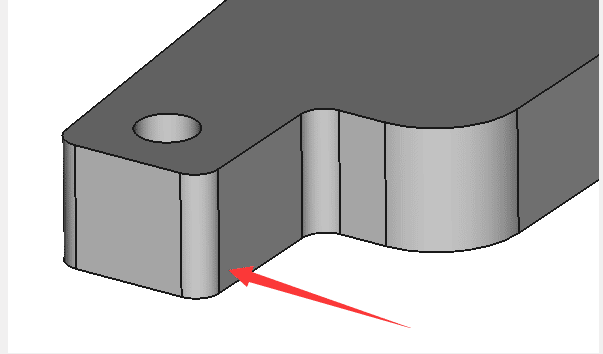
The chamfer is a bevel made on the edge of the part. Commonly found on the edges of various plates and block-shaped parts. For example, after chamfering the edge of a metal sheet, not only will the sharp edges be removed to prevent scratches on personnel during handling and assembly, but it can also make the parts between the parts in subsequent welding or connection processes. The combination is tighter and smoother, which is conducive to improving the stability of the overall structure.
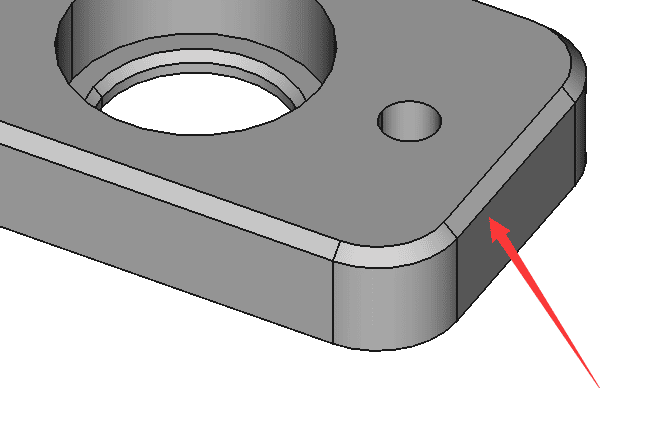
The two have obvious differences in shape. Although they have the functions of optimizing part performance and safety, their focus is different. Round corners focus more on stress relief and appearance quality improvement, while chamfers are outstanding in removing sharp edges and facilitating assembly. They often cooperate with each other in many application scenarios to jointly protect the high-quality performance of parts.
In the world of mechanical manufacturing, the performance requirements of various parts are extremely strict. Taking gears as an example, during transmission, the gears are subjected to huge alternating stress at the roots. If the tooth root is designed with rounded corners, the stress concentration coefficient can be significantly reduced based on relevant mechanical principles and engineering experience. Actual test data show that a suitable rounded corner radius can reduce the stress concentration at the root of the tooth by 30% - 50%, thereby greatly improving the fatigue life of the gear and reducing equipment failures caused by fatigue fracture. Let’s look at shaft-type parts. The existence of rounded corners at the journal where the shaft cooperates with other parts can effectively reduce wear. In some applications of high-speed rotating shafts, rounded corners can better adhere and distribute lubricant, reduce friction coefficient, and extend the service life of the shaft and bearings. Moreover, during the processing process, engineers will use precise mechanical calculations and empirical formulas to determine the most suitable rounded corner radius, generally between 0.5 and 5 mm, based on the shaft diameter, rotation speed, loads it bears.
As a representative of modern transportation, the safety and comfort of cars are crucial. Inside a car engine, the rounded corner design of the crankshaft is one of the key factors in improving engine performance and reliability. When the crankshaft is running at high speed, the rounded corners at the transition between the connecting rod journal and the main journal can effectively reduce the concentration of stress caused by inertial forces and explosive forces, and reduce engine vibration and noise. According to automotive engineering research data, after optimizing the crankshaft rounded design, the vibration amplitude of the engine can be reduced by about 20%, and the noise level can be significantly improved. In terms of body structure, the welding parts of the body frame are chamfered, which can make the welding surface more fit and greatly improve the welding quality. For example, at the welding point between the A-pillar of the car and the roof beam, the welding strength can be increased by more than 30% after chamfering, effectively enhancing the overall rigidity and safety of the car body. At the same time, the edges of the car interior parts are mostly rounded corners, which are not only beautiful and generous, but also prevent passengers from getting injured when they are moving in the car due to collisions with sharp corners, greatly improving the comfort of the ride.
Optoelectronic products have almost strict requirements on accuracy and optical performance. In precision optical instruments, such as the edges of objective lenses of microscopes, rounded corner treatment is essential. Because any tiny edge defects may lead to scattering and refractive errors of light, affecting the clarity and accuracy of imaging. Through ultra-precision processing technology, the edge of the lens is processed into rounded corners with extremely small radius, which can make light propagation more accurately and effectively improve the resolution of the microscope. In the manufacturing of electronic display screens, the chamfered design of the display frame can enhance its shielding effect and reduce the impact of external electromagnetic interference on the display signal. Taking the LCD screen as an example, after the bezel is chamfered at a specific angle, the electromagnetic shielding efficiency can be improved by 15%-20%, ensuring the stability and clarity of the display screen. For special materials commonly used in optoelectronic products, such as high hardness, high brittleness, and easy deformation of aluminum alloys, special tools and processes are required for processing rounded corners and chamfers. For example, diamond tools are used to process rounded corners of optical glass, and chamfer the aluminum alloy frames are used to use a process combined with high-speed cutting and micro lubrication technology to overcome the processing difficulties caused by material characteristics.
Home appliances are closely related to our daily lives, and the quality of their accessories directly affects the product's user experience. Taking the refrigerator as an example, the panel edges of the refrigerator door adopt a rounded corner design, making the refrigerator's appearance more rounded and beautiful, and meets the aesthetic needs of modern homes. At the same time, in daily use, rounded corners can effectively prevent users from being injured by accidentally hitting the edge of the door. From the perspective of internal structure, some transmission parts of the refrigerator compressor, such as chamfering treatment of crankshafts, connecting rods, etc., can reduce noise during operation. Experimental data show that the compressor noise after chamfering can be reduced by 5-8 decibels, creating a quieter home environment for users. In the manufacturing of washing machines, the rounded corner design at the edge of the inner barrel can not only prevent the clothes from being scratched during the washing process, but also allow the water flow to circulate more smoothly, improving the washing effect. In order to ensure the efficiency and consistency of rounded corners and chamfer processing, the home appliance industry widely adopts automated processing equipment. For example, an automated CNC machining center is used to quickly and accurately process a large number of home appliance accessories through precise programming and control, which greatly improves the production efficiency and product quality stability.
Medical equipment is related to the life, health and safety of patients, and the rounded corners and chamfer processing of its accessories has extremely high standards and special requirements. In terms of surgical instruments, the edges of the scalpels, tweezers and other instruments are rounded to avoid unnecessary scratches and damage to the patient's tissue during the surgical operation. From the perspective of biocompatibility, chamfering of medical implantable devices such as hip prostheses, heart stents, etc. can reduce friction and stimulation between the device and human tissues, and reduce the probability of tissue inflammation reactions. Related clinical studies have shown that after fine chamfered hip prosthesis, the incidence of tissue inflammatory response can be reduced by 25% to 30% after implantation into the human body. During the processing process, medical equipment accessories need to be processed in a sterile environment, and special processing technology and quality testing methods are used. For example, use high-precision CNC processing equipment and cooperate with ultraviolet disinfection, sterile packaging and other processes to ensure that no bacteria and impurities are introduced during the processing process. At the same time, advanced three-coordinate measuring instruments and microscopes are used to strictly inspect the dimensional accuracy and surface roughness of rounded corners and chamfers to ensure that every medical equipment accessories meet strict medical industry standards.
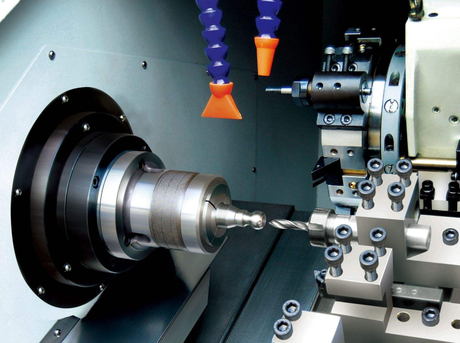
CNC (Computer Digital Control) precision machining has demonstrated outstanding performance in the fields of rounded corners and chamfer processing. It can accurately control the tool's motion trajectory, cutting speed, feed capacity and other parameters through pre-written precise programs. Taking the processing of a complex shape of a rounded corner of a part as an example, the CNC machining center can automatically calculate the cutting path of the tool at various positions based on the three-dimensional model data of the part, ensuring that the radius error of the rounded corner is controlled within a very small range, which can generally be achieved. ±0.01 mm or even higher accuracy. Compared with traditional manual processing or ordinary machine tool processing, CNC processing has extremely high accuracy and stability and is not affected by manual operation errors and machine tool mechanical structure wear. For example, in traditional processing, due to different worker proficiency, the error of the rounded corner radius produced may reach more than ±0.1 mm, and it is difficult to ensure consistency during mass production. CNC processing can always maintain stable processing accuracy during long-term mass production, greatly improving the quality reliability of the product.
In rounded corners and chamfer processing, the choice of tool is crucial. For rounded corner processing, ball head milling cutters are a common tool type. The arc edge of the ball head milling cutter can fit the shape of the rounded corners well, achieving a smooth cutting transition. The tool material is usually made of cemented carbide or high-speed steel. Cemented carbide tools have higher hardness and wear resistance, and are suitable for materials with higher hardness, such as alloy steel, hardened steel, etc.; high-speed steel tools have better It is tough, suitable for processing some relatively soft but more viscous materials, such as aluminum alloys. When selecting a ball-head milling cutter, the diameter of the tool should be determined based on the radius of the rounded corners. Generally, the tool diameter should be slightly larger than the rounded corner radius to ensure the integrity and accuracy of processing. For example, a rounded corner with a radius of 3 mm can be selected for a ball head mill with a diameter of 6 - 8 mm. For chamfering processing, chamfering knives are special tools. Chamfering knives have different angle specifications, common ones include 45 degrees, 60 degrees, etc. You can choose the appropriate angle according to the design requirements of the parts. When installing tools, make sure that the center height of the tool is consistent with the center height of the machine tool spindle and is firmly installed to prevent the tool from loosening or offsetting during processing, affecting the processing quality. At the same time, during the processing process, the tool should be replaced or sharpened in time according to the wear of the tool to ensure the stability of the cutting performance.
Processing parameters directly affect the processing quality of rounded corners and chamfers. Cutting speed is a key parameter, which is closely related to factors such as the material of the tool and the hardness of the material to be processed. For example, when working with rounded corners of alloy steel parts with higher hardness, if a cemented carbide ball-head milling cutter is used, the cutting speed is generally controlled at 80-150 meters/minute. If the cutting speed is too high, the tool wear will intensify, making it easy to cause burns on the processing surface; if the cutting speed is too low, the processing efficiency will be reduced and the processing cost will be increased. The feed amount is equally important. Too large feed amount will lead to an increase in the roughness of the processing surface and it is difficult to ensure dimensional accuracy; too small feed amount will cause too long processing time. Generally speaking, in rounded corner processing, the feed amount can be calculated based on the tool diameter and cutting speed, usually between 0.05 - 0.2 mm/tress. The cutting depth should be set according to the spare part and processing requirements. For rough processing, the cutting depth can be appropriately increased to improve processing efficiency. However, during finishing, the cutting depth should be controlled within a small range, generally 0.1 - 0.5 mm to ensure the quality of the processed surface. Through a combination of experimental testing and simulation analysis, the best combination of processing parameters can be found. For example, when processing the chamfer of a certain aluminum alloy part, experiments are carried out by changing the cutting speed, feed amount and cutting depth many times, and the processing surface roughness, dimensional accuracy and tool wear under different parameters are measured, and finally determined. The optimal parameter combination of cutting speed of 120 m/min, feeding capacity of 0.1 mm/tie and cutting depth of 0.3 mm is achieved, which improves machining efficiency by 30%, while ensuring that processing quality meets requirements.
Quality inspection after rounded corners and chamfers is an important part of ensuring product quality. Common testing items include rounded corner radius dimensional tolerance, chamfer angle accuracy, surface roughness measurement, etc. For the detection of rounded corner radius dimensional tolerances, a three-coordinate measuring instrument is usually used. The three-coordinate measuring instrument can accurately measure the coordinate positions of each point on the rounded corner. By calculating the rounded corner radius and comparing it with the radius size required by the design, its measurement accuracy can reach ±0.005 mm or even higher. For example, in the processing of rounded corners of aerospace parts, the rounded corner radius tolerance is required to be controlled within ±0.01 mm, and the three-coordinate measuring instrument can accurately detect whether it meets the requirements. For detection of chamfer angle accuracy, a universal angle ruler or optical projector can be used. The universal angle ruler can directly measure the angle of the chamfer, while the optical projector projects the contour of the chamfer onto the screen and compares it with the standard angle template, and the measurement accuracy can reach ±0.1 degrees. The detection of surface roughness is generally a roughness meter, which determines the surface roughness value by measuring the microscopic profile of the processed surface. During the processing process, a complete quality control system must be established. The first piece inspection system can be adopted, that is, comprehensive quality inspection is carried out on the first part processed in each batch, and mass production can only be carried out after the first piece is qualified. At the same time, regular random inspections are carried out during the processing process, such as one random inspection for every 10 parts processed, and problems such as tool wear and machine tool parameter drift that may occur during the processing process are promptly discovered, and adjustments and corrections are made to ensure the stable quality of the entire batch of products. .
The deviation of the dimensionality between rounded corners and chamfers is one of the more common problems in the processing process. The reasons may be multifaceted, and tool wear is an important factor. As the machining time increases, the cutting edge of the tool will gradually wear out, resulting in the tool radius becoming smaller, which will make the machined round corner radius larger or the chamfer size inaccurate. For example, after continuous processing of 100 alloy steel parts, the fillet radius may increase by 0.05 - 0.1 mm due to tool wear. Improper setting of machining parameters can also cause dimensional deviation. If the feeding amount is too large, it will cause elastic deformation of the tool during cutting, resulting in smaller rounded corners or chamfered sizes. In addition, machine tool accuracy errors cannot be ignored. The machine tool's lead screw wear and excessive rail clearance will affect the tool's movement trajectory, resulting in dimensional deviation. In response to tool wear problems, a regular tool inspection and replacement system should be established. Based on the service life of the tool and the number of processed parts, the tool wear situation should be estimated in advance and the tool should be replaced in time. For improper processing parameters, sufficient process analysis and parameter calculation should be carried out before processing, and optimization and adjustment should be made based on the actual processing conditions. For machine tool accuracy errors, the machine tool must be regularly calibrated and maintained, such as checking the pitch error of the lead screw, adjusting the guide rail clearance, etc., to ensure that the motion accuracy of the machine tool meets the processing requirements.
Poor surface quality is mainly manifested in the processing surface scratches and excessive roughness. Poor cutting edge condition of the tool is one of the common causes of surface scratches. If the cutting edge of the tool has a gap, a crack or an uneven wear, scratches will be left on the surface of the part during the cutting process. For example, when chamfering aluminum alloy parts, if the chamfering blade used has slight notches, obvious scratches will appear on the surface after processing. Improper use of cutting fluid will also affect the surface quality. The lubricating performance of cutting fluid will increase the friction between the tool and the parts, resulting in an increase in surface roughness; the poor cooling performance of cutting fluid will cause the process. The heat cannot be dissipated in time, causing burns on the surface of the parts and affecting the surface quality. Processing vibration is also an important factor. Inadequate rigidity of the machine tool, excessive overhang of the tool, and unreasonable cutting parameters may all cause processing vibration. Vibration will cause the tool to flutter during cutting, forming periodic ripple on the surface of the part, and increasing the surface roughness. In response to tool cutting edge problems, carefully check the cutting edge status before the tool is installed, and replace or sharpen the tool in time if there are any problems. For the problem of cutting fluid, the appropriate cutting fluid should be selected according to the characteristics of the material to be processed, and the flow rate, pressure and injection position of the cutting fluid should be reasonably adjusted to ensure good lubrication and cooling effect. To reduce machining vibration, the rigidity of the machine tool can be improved, such as increasing the thickness of the machine tool bed, using high-strength guide rails, etc.; optimizing the tool structure and shortening the tool overhang length; reasonably adjusting the cutting parameters, such as reducing the cutting speed and reducing feed Quantity and other methods to achieve it. At the same time, for parts with high surface quality requirements, surface treatment processes such as polishing and grinding can be further improved after rounded corners and chamfering. For example, after the rounded corner processing of the optical lens, a precision polishing process can be used to reduce the surface roughness to the nanoscale, meeting the high-precision requirements of optical imaging.
Insufficient processing efficiency will increase production costs and affect the competitiveness of the enterprise. There are many factors that affect processing efficiency, and unreasonable processing technology is one of them. For example, in rounded corners and chamfer processing, if the roughing and finishing process is not properly arranged, the processing time will be too long. During rough processing, using a smaller cutting depth and feed amount will slow down the process of removing the margin; and during finishing, if the cutting parameters are too conservative, a lot of time will be wasted. Poor tool path planning will also reduce machining efficiency. If the tool has a lot of empty stroke during the machining process, or the tool path is too complex, it will increase machining time. The performance limitation of the machine tool is also an important factor. If the parameters of the spindle speed, feed speed, power, etc. of the machine tool cannot meet the processing requirements, the processing process will become slow. In response to the problem of unreasonable processing technology, a scientific processing technology plan should be adopted. In the rough processing stage, a large cutting depth and feed volume should be selected to quickly remove the margin; in the finishing stage, reasonable adjustments should be made according to the accuracy requirements of the parts. Cutting parameters to ensure processing quality. For example, when machining the rounded corners of a large mechanical part, the cutting depth can be set to 2 - 3 mm during roughing, the feed amount to 0.2 - 0.3 mm/tie, and the cutting depth can be adjusted to 0.1 - 0.2 mm during finishing , the feed volume is 0.05 - 0.1 mm/tress, which can improve processing efficiency by about 40%. For tool path planning problems, advanced CAM software can be used to optimize them. Through the software's intelligent algorithm, the tool path can be reduced, the tool path can be simplified, and the machining efficiency can be improved. If the performance of the machine tool limits the machining efficiency, enterprises may consider upgrading and renovating the machine tool, such as replacing a spindle with a higher speed, increasing the power of the machine tool, etc., or introducing more advanced high-speed machining machine tools according to actual production needs to improve the rounded corners and The processing efficiency of chamfers meets the production and development needs of enterprises.
To sum up, rounded corners and chamfers occupy an extremely critical position in the field of precision processing. They have extensive and in-depth applications in products in different industries, from improving the strength and reliability of mechanical parts, to ensuring the performance and safety of automobiles, from optimizing the optical performance and electromagnetic shielding effect of optoelectronic products, to improving the home appliances The importance of using experience and appearance aesthetics, and meeting the high precision and biocompatibility requirements of medical equipment is self-evident. In terms of processing technology and technology, CNC precision machining provides high-precision and high-efficiency solutions for rounded corners and chamfer processing, while rational selection of machining tools, optimization of processing parameters, and strict quality inspection and control are to ensure processing quality. Key elements. At the same time, there are corresponding effective solutions to common problems such as dimensional deviation, poor surface quality, and low processing efficiency during processing. Looking ahead, with the development of intelligence and automation in the manufacturing industry and the advancement of new materials and personalized customized production models, rounded corners and chamfer processing will face new opportunities and challenges, and require continuous innovation and progress.
In this era of pursuing excellent quality and efficient production, choosing a professional precision processing enterprise is crucial to ensuring the quality of rounded corners and chamfers and the overall performance of the product. Dongguan Ruibang Model Manufacturing Technology Co., Ltd. focuses on CNC precision machining , and has rich experience and outstanding strength in the fields of The company is located in Chang'an, the hometown of Dongguan molds. It has a modern factory workshop of 1500 square meters. It is equipped with 17 advanced CNC high-speed machining centers and a number of CNC lathes, milling machines, tapping machines and other auxiliary equipment, which is a high-precision rounded corner. With chamfering machining, it provides a solid hardware foundation. At the same time, the company has a group of senior technical personnel. With deep professional knowledge and rich practical experience, we can provide customers with the best processing solutions, accurately handle various technical problems in the processing process, and control them to the greatest extent possible. Product quality and cost. Whether it is the rounded corners and chamfer processing needs in industries such as machinery, automobiles, optoelectronics, home appliances, or medical equipment, Dongguan Ruibang Model Manufacturing Technology Co., Ltd. can win the consistency of customers with high-quality products, reasonable prices and professional services. Acknowledge and trust. Welcome customers to come and cooperate to create a bright future in the field of precision processing.handboard model manufacturing and non-standard parts processing services.