Hello, welcome to browse the website of Dongguan Ruibang Model Manufacturing Technology Co., Ltd.!
National service hotline
+86 136 2267 3276

Views: 0 Author: Site Editor Publish Time: 2021-10-20 Origin: Site











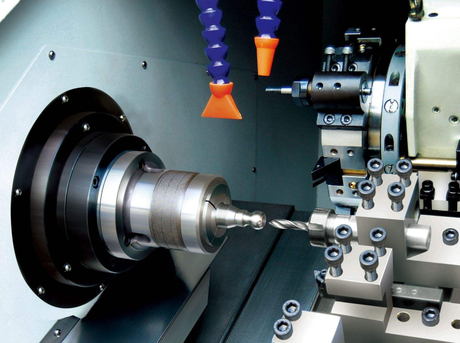
Some time ago, I have shared with you the thread milling method of CNC thread processing. There are three methods of using CNC to process threads: thread milling method, tap processing method, and lifting and buckle processing method. Today I will introduce the tap processing method to you. The tap processing method is suitable for threaded holes with small diameters or low hole position accuracy requirements. Generally speaking, the diameter of the threaded bottom hole drill bit is close to the upper limit of the diameter tolerance of the threaded bottom hole, which can reduce the processing allowance of the tap and reduce the load of the tap. , and also improves the service life of the tap.

Everyone should choose the appropriate tap according to the material being processed. The tap is relatively sensitive to the material being processed; the tap is divided into through-hole taps and blind-hole taps, and the front end of the through-hole tap is guided long. For front chips, the thread processing depth cannot be guaranteed when processing blind holes, and the front end guide of the blind hole is shorter, which is rear chips, so pay attention to the difference between the two; when using flexible tapping chucks, pay attention to the diameter of the tap handle. The width of the four sides must be the same as the tap chuck; the diameter of the tap handle for rigid tap should be the same as the diameter of the spring jacket.
The programming of tap processing method is relatively simple, and they are all fixed modes, so you can add parameter values. One thing to note is that different CNC systems and subprogram formats are also different, so the representative meaning of parameter values is different.