Hello, welcome to browse the website of Dongguan Ruibang Model Manufacturing Technology Co., Ltd.!
National service hotline
+86 136 2267 3276

Views: 0 Author: Site Editor Publish Time: 2022-02-21 Origin: Site











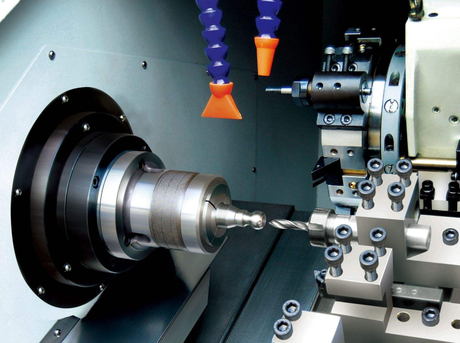
In CNC machining, after selecting a tool, many people usually don’t know how much cutting speed and speed you should choose. They just passed the experiment and as long as there were no special problems, they thought it was OK. This is very dangerous. The problem that often occurs is breaking the tool, or causing the material to melt or burn. Whether there is a scientific calculation method, the answer is yes.
1 Milling speed
Milling speed refers to the instantaneous speed of the selected point on the tool relative to the corresponding point of the workpiece.
Vc=πDN/1000
VC cutting speed (M/min)
N tool speed (R/min)
D tool diameter (mm)
The cutting speed is affected by tool material, workpiece material, part stiffness and cutting fluid. Generally speaking, lower cutting speeds are usually used to process hard or tough metals, which are powered cutting to reduce tool wear and extend tool life. For better surface quality, soft materials are usually processed with higher cutting speeds. Higher cutting speeds can also be used when small diameter tools are used for micro-cutting of brittle material workpieces or precision parts. For example, the milling speed of aluminum high-speed steel is 91~244m/min, and the bronze is 20~40m/min.
2Feed speed Feed speed is another equally important factor that determines the safe and efficient processing of machine tools. Refers to the relative cutting speed between the workpiece material and the tool. For multi-tooth milling cutters, since each tooth participates in the cutting work, the cutting thickness of the workpiece depends on the feed amount. The cutting thickness will affect the service life of the milling cutter, and excessive feeding will cause the edge to break or tool break.
Vf=Fz*Z*N
VF feed speed, unit mm/minfz feed speed per tooth, unit mm/RZ tool tooth number n tool speed, unit R/min
From the above formula, we only need to know the feed amount (cutting amount) of each tooth and the spindle speed to know the feed amount. That is to say, as long as you know the feed amount and feed amount of each tooth, the spindle speed can be calculated.
For example, when the tool diameter is 6mm, the feed amount of each tooth is 0.051 aluminum, 0.051 bronze, 0.025 cast iron, and 0.025 stainless steel is 0.025
three. The third factor to consider in cutting depth processing is cutting depth. It is limited by the cutting amount of workpiece material, machine spindle power, tool and machine tool stiffness. The cutting depth of the end mill for steel cutting should generally not exceed half of the tool diameter. When cutting soft metal, the cutting depth can be greater. The end mill must be sharp when working and concentric with the end mill chuck. When installing, the end mill cantilever should be minimized.