Hello, welcome to browse the website of Dongguan Ruibang Model Manufacturing Technology Co., Ltd.!
National service hotline
+86 136 2267 3276

Views: 0 Author: Site Editor Publish Time: 2022-04-19 Origin: Site











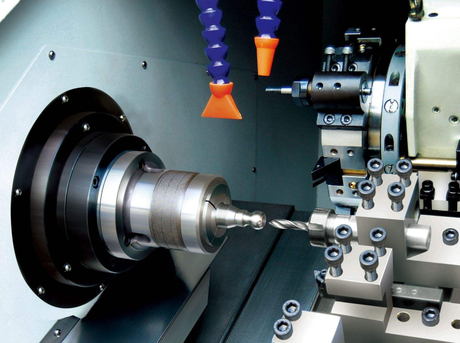
Regarding the explanation of the safety rules and operation points of CNC four-axis machining, next, Ruibang CNC processing manufacturer provides you with basic knowledge of Jiang Jie's CNC four-axis machining, which will benefit you infinitely and broaden your horizons.
1. Safety rules for CNC four-axis machining:
1. The machining center safety operating procedures must be followed.
2. Before work, you should wear protective equipment and tie the cuffs according to regulations. Scarves, gloves, tie or apron are not allowed. Female workers should be braided in their hats.
3. Before starting the machine, check whether the tool compensation, machine tool zero point, workpiece zero point, etc. are correct.
4. The relative position of each button should meet the operating requirements. Carefully prepare and input CNC programs.
5. It is necessary to check the operating conditions of the protection, insurance, signal, position, mechanical transmission part, electrical, hydraulic, digital display and other systems on the equipment, and cutting can be carried out under normal circumstances.
6. Before processing, the machine tool is tested and the operating conditions of lubrication, mechanical, electrical, hydraulic, digital display and other systems should be checked, and cutting can be carried out under normal circumstances.
7. After the machine tool enters machining operation according to the program, the operator is not allowed to contact the moving workpieces, tools and transmission parts, and it is prohibited to transfer or pick up tools and other items through the rotating part of the machine tool.
8. When adjusting the machine tool, clamping workpieces and tools, and wiping the machine tool, you must stop.
9. Tools or other items are not allowed to be placed on electrical appliances, operating cabinets and protective covers.
10. It is not allowed to remove iron filings directly by hand, and special tools should be used to clean them.
11. If abnormal situations and alarm signals are found, stop the car immediately and ask relevant personnel to check.
12. It is not allowed to leave the workplace when the machine tool is running. When leaving for some reason, put the workbench in the middle, return the tool rod, stop the car, and cut off the mains power.
2. Key points of operation of CNC four-axis machining:
1. In order to simplify positioning and installation, each positioning surface of the fixture should have accurate coordinate sizes relative to the machining origin of the machining center.
2. In order to ensure the consistency of the part installation orientation and the direction of the workpiece coordinate system and machine tool coordinate system selected in the programming, and to be installed in a directional manner.
3. It can be disassembled for a short time and converted into a fixture suitable for new workpieces. Since the auxiliary time of the machining center has been compressed to a very short time, the loading and unloading of supporting fixtures cannot take up too much time.
4. The fixture should have as few components as possible and have a higher stiffness.
5. The fixture should be opened as much as possible. The space position of the clamping element can be low. The installation fixture should not interfere with the tool trajectory of the workstep.
6. Ensure that the workpiece processing content is completed within the stroke range of the spindle.
7. For machining centers with interactive workbenches, due to movement, upper support, lower support and rotation of workbenches, the fixture design must prevent spatial interference between the fixtures and the machine tool.
8. Try to complete all processing content in one clamp. When changing the clamping point, special attention should be paid to not damage the positioning accuracy due to changing the clamping point, and if necessary, it is explained in the process document.
9. When the bottom surface of the fixture is in contact with the workbench, the flatness of the bottom surface of the fixture must be within 0.01-0.02mm, and the surface roughness shall not be greater than Ra3.2um.